Review – Creality Ender-3 S1

Ultimaker Cura 5
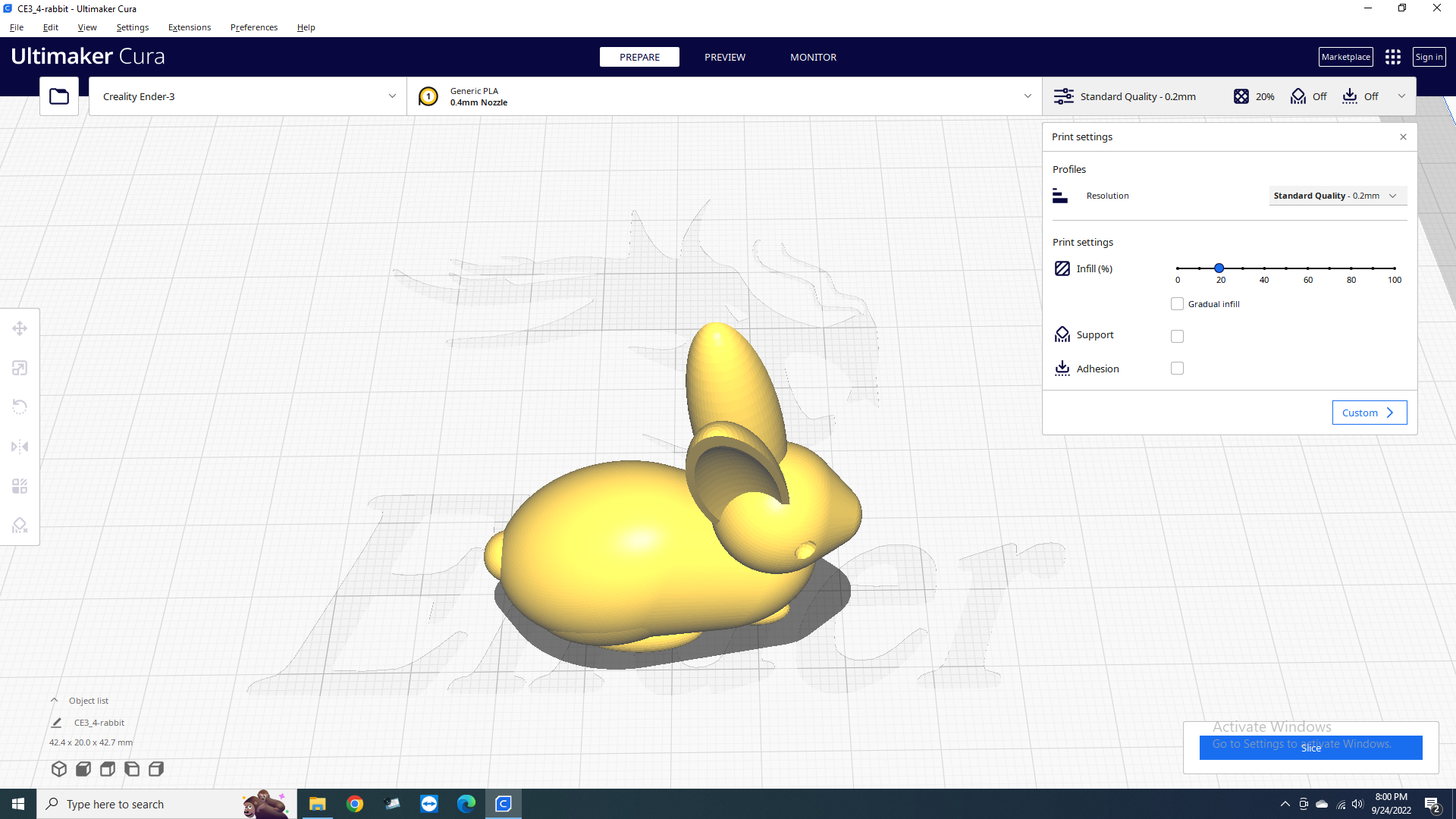
Modelele folosite in acest articol au fost luate de pe MakerBot Thingiverse, inafara de iepuras pe care l-am gasit pe cardul SD al celor de la Creality. Pentru a traduce modelele 3D intr-un limbaj inteles de imprimanta avem nevoie de un program dedicat numit si slicer. Acest imparte pe layere modelul, optimizeaza traseul extruderului si seteaza foarte multi alti parametrii ce pot influenta viteza dar si calitatea printarii 3D. Creality are propriul astfel de program care este livrat si pe cardul SD inclus in pachet, numit Creality Slicer. Acesta este bazat pe software-ul Ultimaker Cura, insa update-urile sunt mai rare si de obicei Slicer-ul este cu cateva versiuni bune in urma, dar noile imprimante Creality au profilele adaugate imediat, ceea ce poate fi notat ca un avantaj.
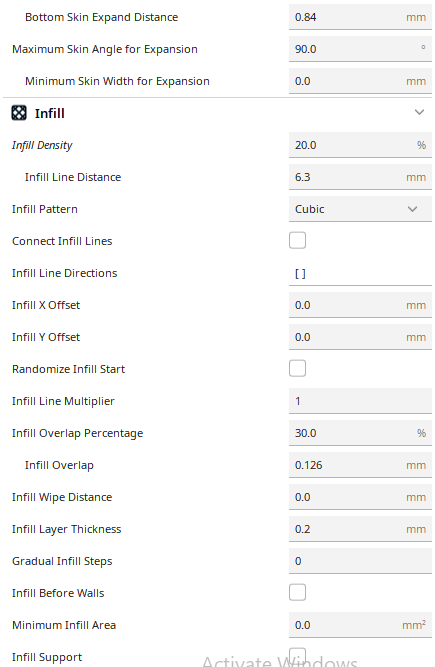
Pentru testul nostru am folosit software-ul original pe care este bazat Creality Slicer, adica Ultimaker Cura ajuns acum la versiunea 5.1.1, care poate fi downloadat de aici. Dupa ce incarcam proiectul, alegem un profil de printare si apasam butonul de Slice care ne va raporta la finalul operatiunii timpul estimativ de printare. Profilele default functioneaza bine insa este loc mult de optimizare pentru ca nici macar doua imprimante identice ca model nu reusesc aceleasi rezultate din punct de vedere al flow-ului. Primele printuri 3D au fost realizate folosind setarile standard, singurele modificari fiind realizate la temperatura de printare (am inceput cu 200 oC si am urcat treptat pana la 210 oC) dar si procentul de umplere (Infill) care variaza in functie de structura elementului printat precum si de rezistenta pe care o dorim.
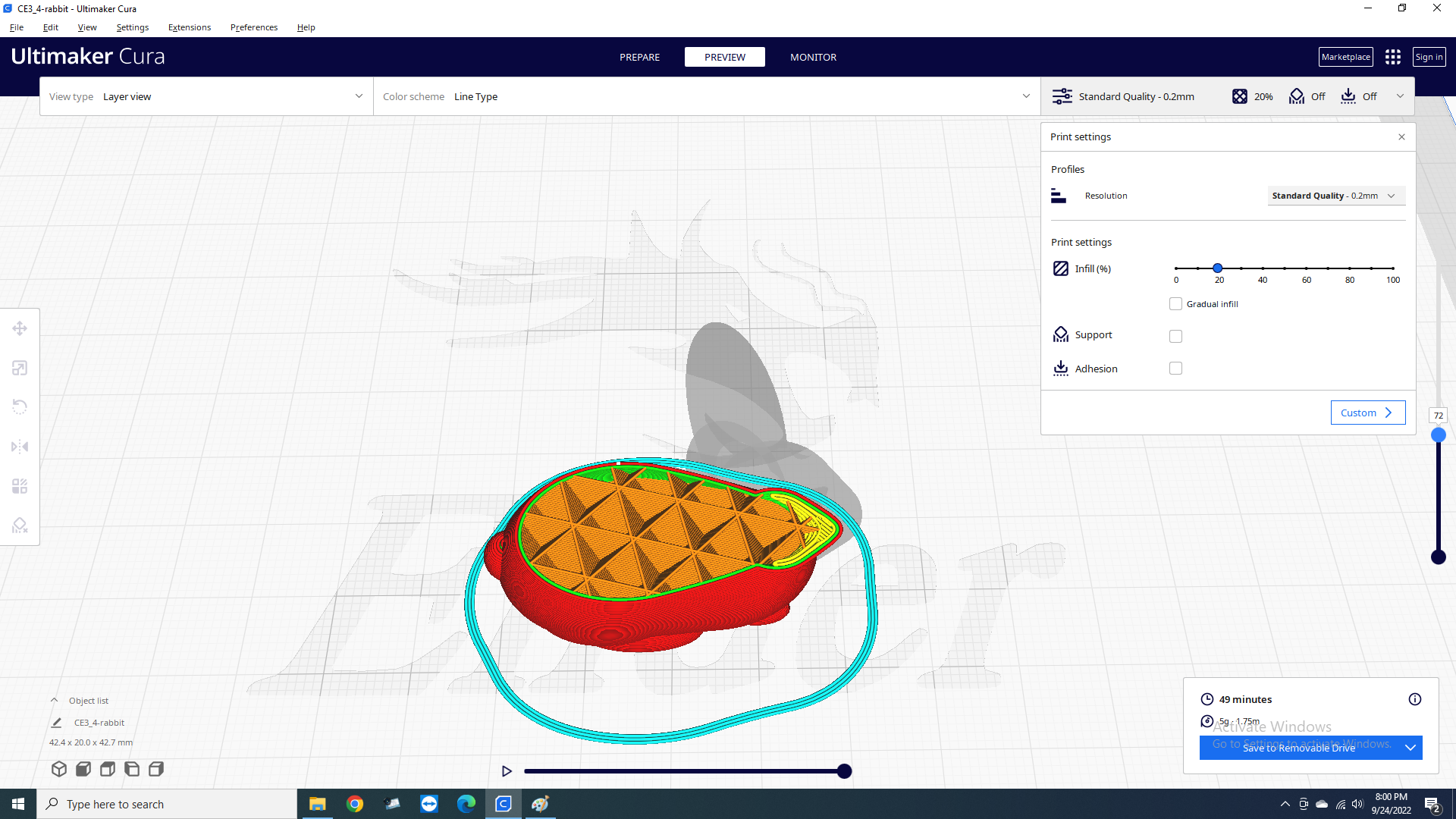
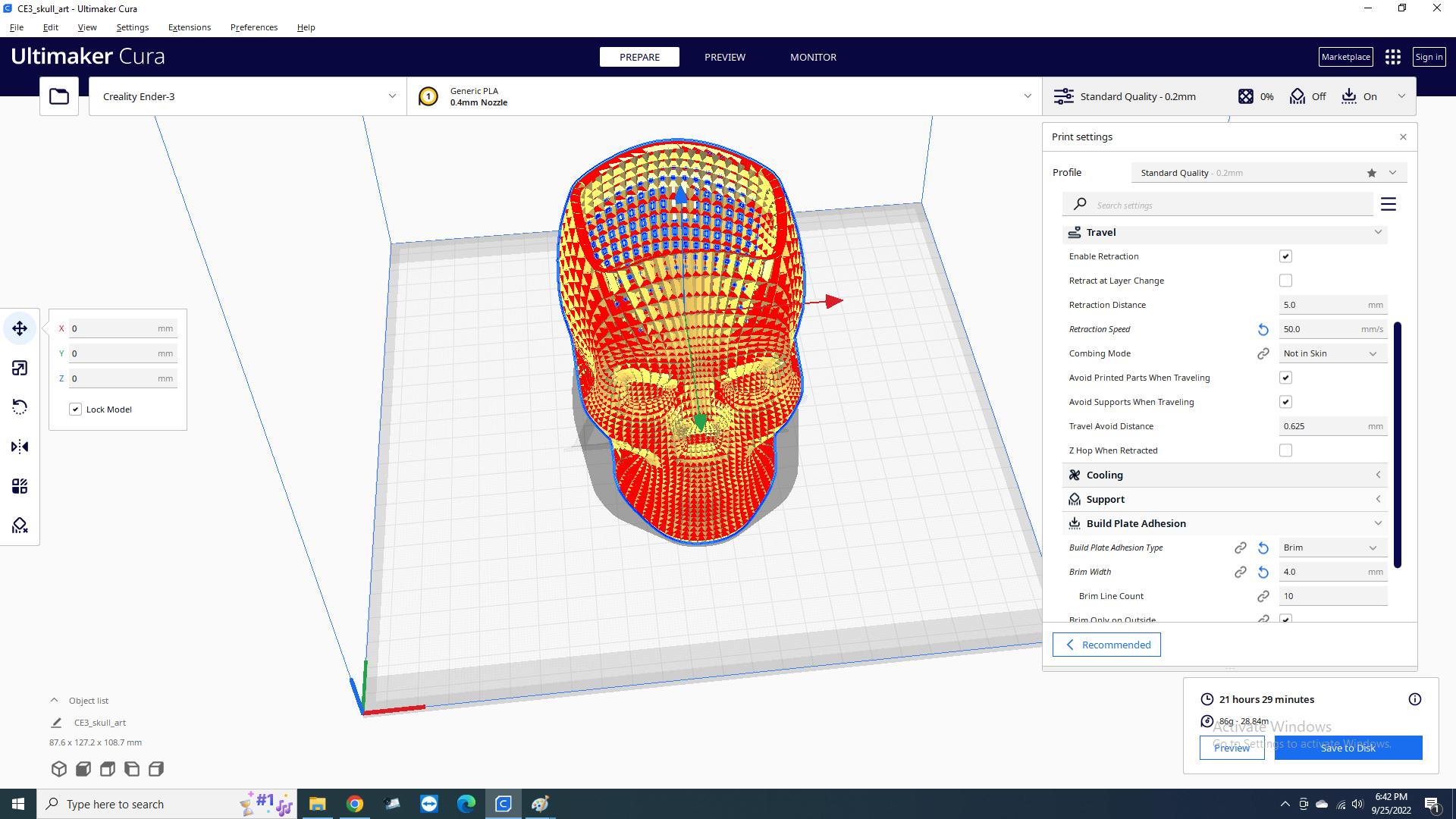
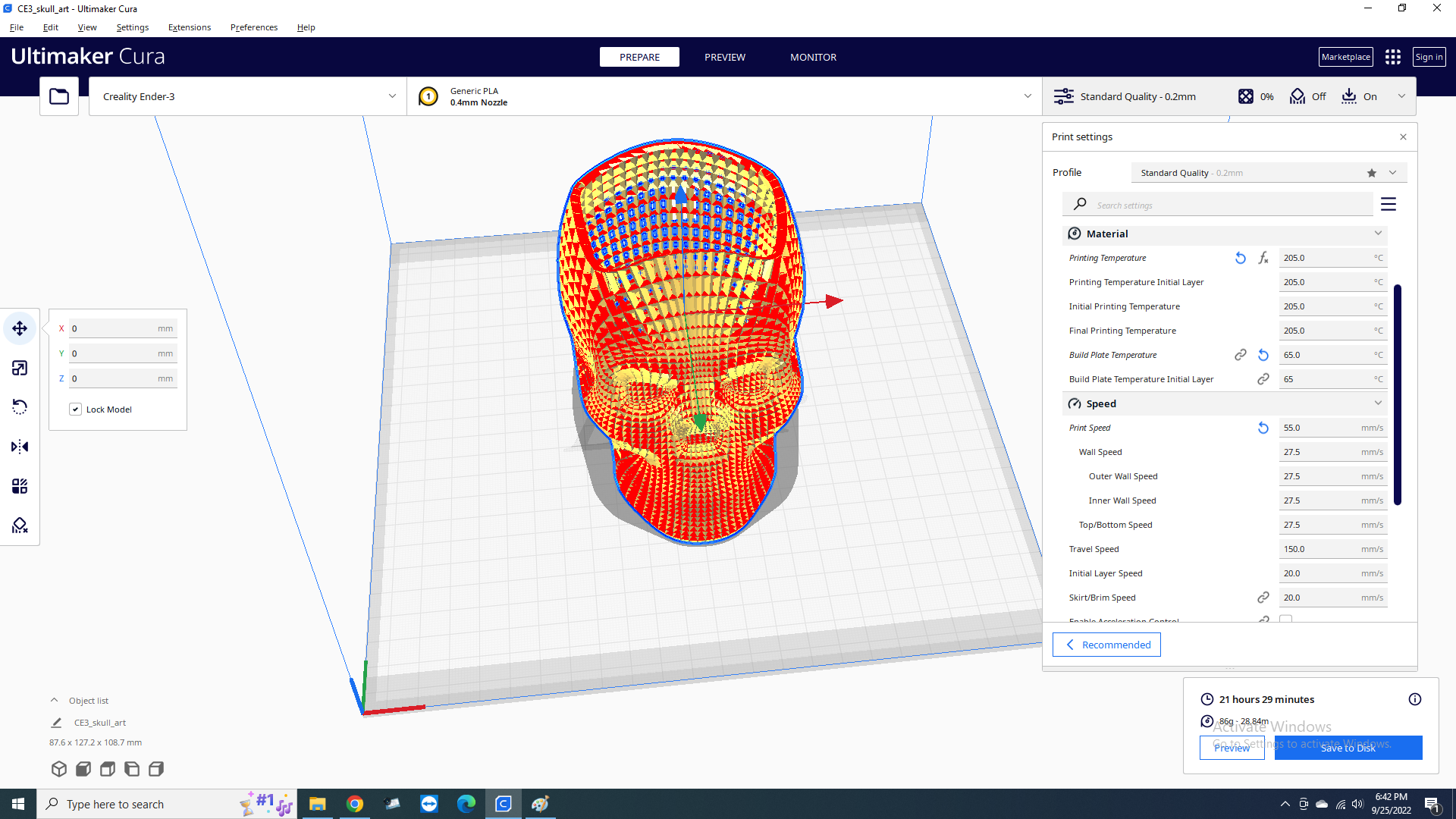
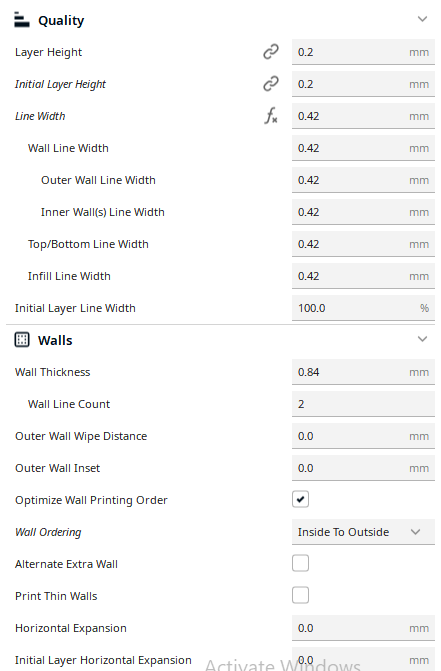
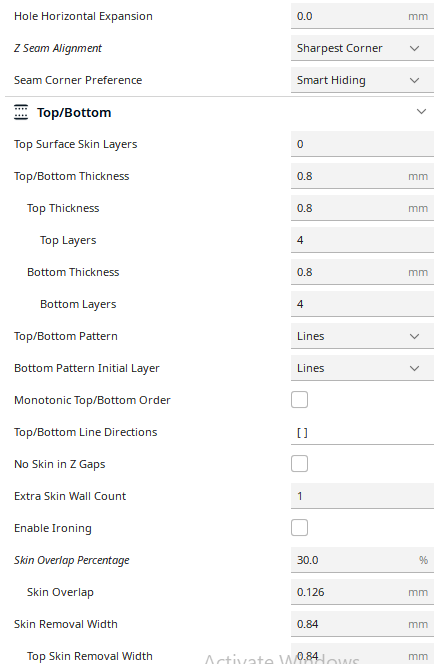
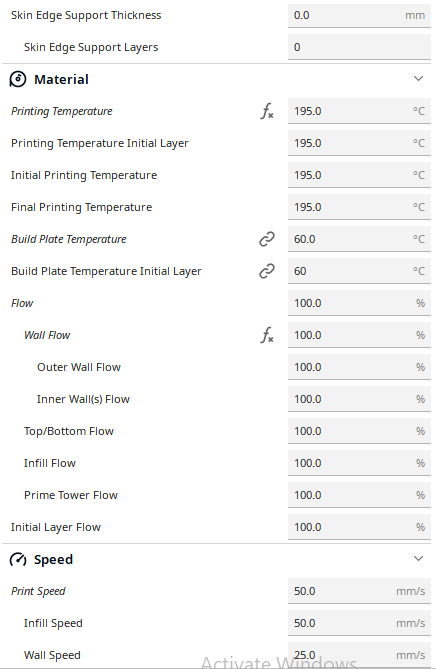
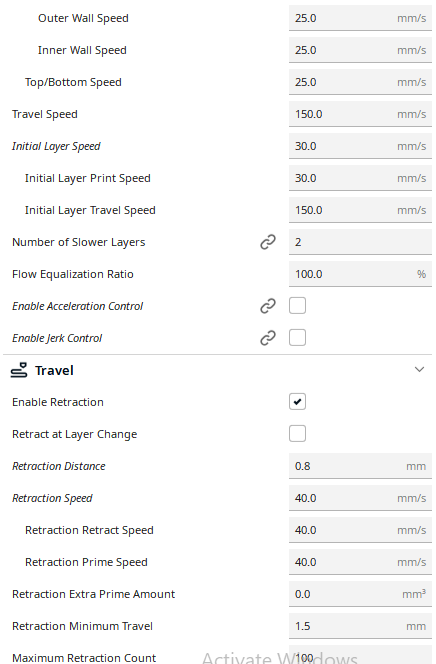
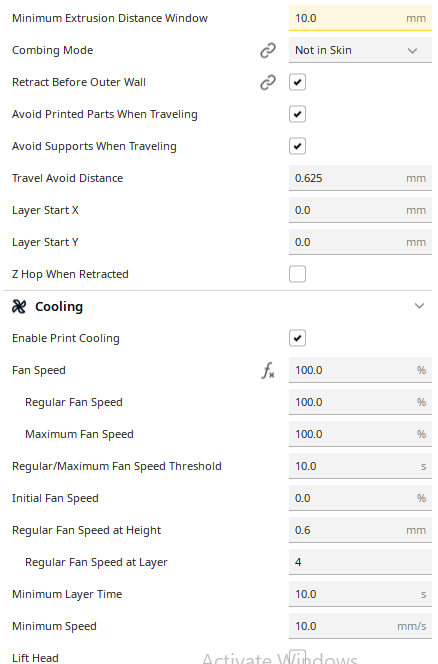
Dupa indelungi sapaturi pe forumuri, incercat tot felul de profile si printat zeci de modele am reusit sa gasesc setarile care functioneaza bine in cazul acestei imprimante si acestui filament PLA de la Creality. Extruderul lui Ender-3 S1 este foarte eficient, prin urmare setarea temperaturii la limita cea mai de jos (195 oC) a functionat cel mai bine, de asemenea patul incalzit la 60 oC ajuta semnificativ la aderenta primelor straturi. Nu am stat sa calibrez flow-ul, acesta a ramas pe 100% desi suspectez ca poate fi redus cu cateva procente. Acesta depinde de foarte multi parametrii iar la schimbarea filamentului aceasta calibrare trebuie facuta din nou. Pentru aceia dintre voi care sunt curiosi mai jos atasez toate setarile folosite:



Comentarii









Mi-a plăcut acest articol, mai vreau :)